X—R控制图
1.绘制X-R控制图
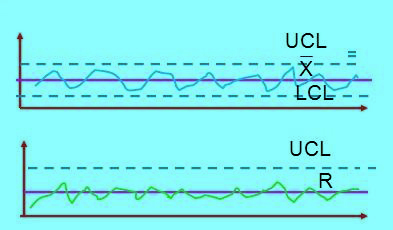
首先作R控制图,纵坐标为R,横坐标为样本序号(子组号);分别用实线作出CL线,用虚线作出UCL线和LCL线;将各子组的极差Ri值在坐标图上描点;按时间顺序,用实线将各点连起来,形成R控制图。判断作出的只控制图表示过程处于稳定状态,下一步继续作x控制图。
在R控制图的上方作x控制图,纵坐标为x,横坐标仍为样本序号(子组号),分别用实线作出CL线,用虚线作出UCL线和LCL线;将各样本(各组)平均值x在坐标图上描点;按时间顺序,用实线将各点连起来,形成x控制图。如果作出的x控制图表示过程不稳定,应针对异常的x值,分析原因,采取纠正措施;然后,重新抽样,重复以上步骤,直至纠正措施有效,即重新作出的x控制图表示过程处于稳定状态。如果暂时不能纠正,可以剔除可查明原因的子组,重新进行数据初步统计,重新作图,较好地反映出由偶然因素影响所造成的随机波动的背景水平。
2.X-R控制图的应用场合
X-R控制图多用于下列场合:
(1)采用自动化检查和测量对每一个产品都进行检验的场合;
(2)取样费时、昂贵的场合;
(3)如化工等过程,样品均匀,多抽样也无太大意义的场合。
由于它不像前三种控制图那样能取得较多的信息,所以它判断过程变化的灵敏度也要差一些。
评论 | 0条评论
评论